Batterikylning och batterivattenkylningsplatta
Med den djupgående marknadsföringen av den nationella termiska hanteringen av nya energifordon har den nya energifordonsindustrin väckt mer och mer uppmärksamhet. Som hjärtat i nya energifordon har säkerheten, livslängden, räckvidden och prestanda för kraftbatterier också blivit i fokus för majoriteten av användarna. För att förbättra batteriernas prestanda, förlänga CFD-beräkningslivslängden, öka fordonens körräckvidd och förhindra säkerhetsolyckor med kraftbatterier, har batteriets driftstemperatur blivit en av nyckelfaktorerna.

Bland alla batterikylningslösningar har vätskekylning blivit den vanliga kylmetoden som överträffar luftkylning och fasförändringskylning på grund av dess stora specifika värmekapacitet och höga värmeöverföringskoefficient. Värmen som genereras av kraftbatteriet under drift överförs genom kontakten mellan de elektroniska komponenterna och ytan på den plattformade aluminiumanordningen och förs så småningom bort av kylvätskan i flödeskanalen inuti anordningsplattan. Denna plattformade aluminiumanordning är vattenkylningsplattan.
Utformningen och layouten av vattenkylningsplattan varierar också, främst bestäms av typen av batteri och den övergripande layouten av batterisystemet. Dessutom, för att säkerställa temperaturlikformigheten hos batteripaketet med stor energi, antar hela värmehanteringssystemet i princip en multiparallell grendesign. Ju längre kylkanalen är, desto svårare är det att kontrollera temperaturlikformigheten.
Processbyten av batterivattenkylplatta
Elfordon har utvecklats från den tidiga omvandlingen av vanlig olja till el till optimering av batteripaketlösningar under kravet på kostnadsreduktion, och processen för vattenkylningsplattor har också genomgått förändringar.
1. Första generationens produkt - extruderad vattenkylplatta av aluminium
Materialet i profilens vattenkylningsplatta är 6-seriens aluminiumprofil med en tjocklek på ca 2 mm. Det finns inget behov av att använda en upphängningsdesign. VDA-moduler staplas direkt ovanpå, med 3-4 moduler placerade på varje block. Vattenflödeskanalen kan även integreras i botten av lådan. Alla moduler är staplade på vattenkylningsplattan, och styrkan är uppenbar.
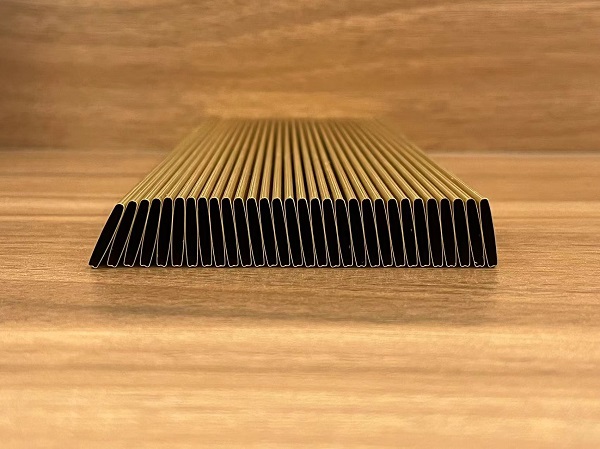
2. Prestandan hos andra generationens produkt - prestandan hos den lilla stämpelbrädan och pianorörets vattenkylningsbräda kommer att påverka kraftbatteriets prestanda, vilket direkt påverkar batteritiden för elfordon. Flera plattor av aluminiumvatten och kalla brädor är mer än tio eller tjugo kilo vätska begränsade till batterispelet, så de förs direkt in i det kalla palatset. Scenen. Faktum är att svetsprocessen används mycket inom bilindustrin. Bilens främre kylfläns, kondensor och plattvärmeväxlare används. Generellt är 3-serien aluminium målad på det svetsade läget och sedan för hög temperatur (ca 600 ° C) svetsugnen smältsvetsad, så arbetsprocessen är relativt enkel. Använd samma process, men applikationen är annorlunda. Stämpelbrädan måste först stämpla ett mönster. Löparens djup är vanligtvis 2-3,5 mm. Svetsad med en annan surfplatta med en annan surfplatta. Tvärsnittet av munspelsrörets flödeskanal liknar formen av ett munspelsrör, med kollektorer i båda ändar som fungerar som sammanflöden, så den inre flödesriktningen kan bara vara rak och kan inte utformas godtyckligt som en stämplad platta, och har vissa begränsningar.
3. Tredje generationens produkter - vätskekylplatta integration och integration
Eftersom energitätheten för en enskild battericell når en viss flaskhals, kan energitätheten för hela paketet endast ökas genom att öka PACK-grupperingshastigheten. För att stoppa in fler batterier i batteripaketet blir modulen större och större, och även konceptet med modulen avbryts, och batterierna staplas direkt på lådan, som är CTP. Samtidigt utvecklas batterivattenkylningsplattan också i riktning mot ett stort kort, antingen integrerat i lådan eller modulen, eller gjort till en stor stansad platta platt på botten av lådan eller täcker toppen av batteriet cell.
Bland de tre typerna kommer den funktionella komplexiteten hos vätskekylplattan av stämplad plåt att vara högre, eftersom kraven på stansning och svetsning är mycket krävande. Samtidigt, oavsett vilken typ av tillverkningsprocess för batterivattenkylningsplatta som används, är svetsning en mycket viktig process. Nuförtiden är svetsbearbetningstekniken för vattenkylningsplattor huvudsakligen indelad i tre kategorier: strömförsörjd diffusionsbindning, vakuumlödning och omrörningsfriktionssvetsning. Vakuumlödning av flytande kylplattor har egenskaperna hos flexibel designstruktur och hög svetseffektivitet, så de används ofta inom elfordon.
För närvarande, med den gradvisa diversifieringen av strukturen hos flytande kylplattor, blir kraven på svetsprocesser högre och högre, och svetsningen utvecklas också i följande 6 riktningar: 1) Förbättra svetsenergieffektiviteten, öka svetsproduktiviteten och minska svetsningen kostar; 2) Förbättra mekaniserings- och automationsnivån i förberedelseverkstaden och förbättra stabiliteten i svetskvaliteten; 3) Automatisera svetsprocessen, förbättra svetsproduktionsmiljön och lös de svåra arbetsförhållandena; 4) Utvecklingen av framväxande industrier fortsätter att främja svetsteknikens framsteg; 5) Forskning och utveckling av värmekällor kan inte ignoreras; 6) Energibesparande teknik är ett vanligt bekymmer. Sammanfattningsvis ställer detta också högre krav på forskning och utveckling och produktion av svetsutrustning.